
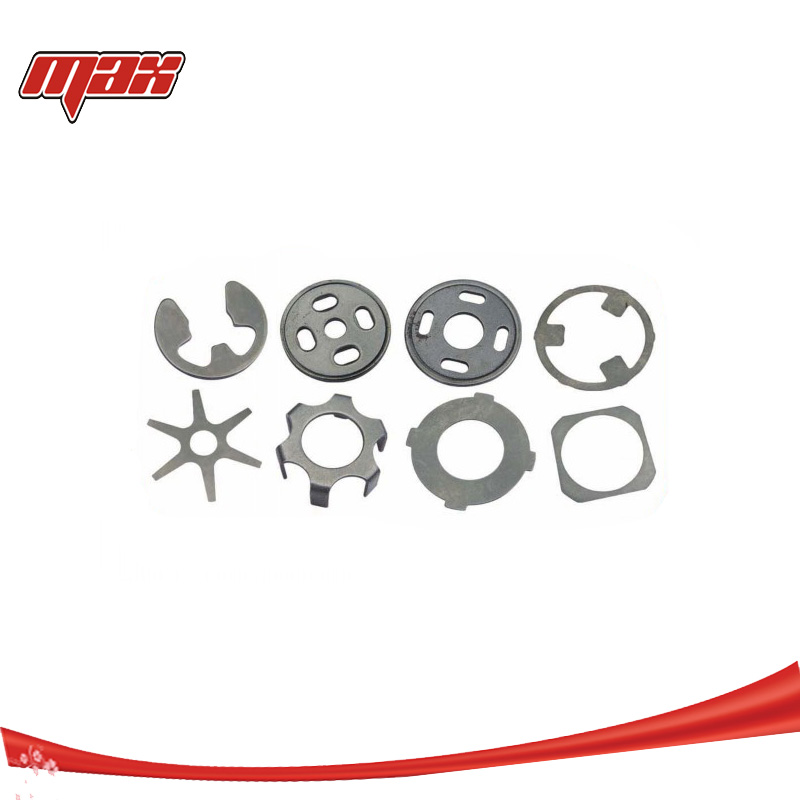
Bazni ventil od sinterovanog metala u prahu za amortizer









Karakteristike proizvoda:
Klip i donji ventil uglavnom obezbeđuju prigušivanje amortizera, vodilica šipke uglavnom vodi za kretanje klipnjače.
Max Auto je vrhunski proizvođač električne metalurgijesinterovani delovi, uglavnom se koristi za komponente amortizera.
Tehnološki proces: miješanje praha – oblikovanje – sinteriranje – čišćenje – obrada parom – savijanje – čaura za presu – kontrola izgleda, pakovanje
Prašak za miješanje: Fe – C – Cu prah pomoću sita visoke gustine za uklanjanje nečistoća, automatska mašina za miješanje 360 ° koja se rotira više od 4 sata, čini da se materijal ravnomjerno miješa
Kalup: precizni kalup sa automatskom CNC hidrauličnom presom kako bi se osiguralo da gustoća svih dijelova ispunjava zahtjeve procesa nakon presovanja.
Sinterovanje: proizvod se kontroliše pomoću peći za sinterovanje s mrežastom trakom, koja osigurava da mehanička svojstva i tvrdoća proizvoda ispunjavaju tehničke zahteve.
Uranjanje u ulje: stavite proizvod u posudu pod visokim pritiskom tako da ulje može u potpunosti prodrijeti u pore proizvoda i izbjeći rđu u kasnijem ciklusu.
Plastika: precizni kalup sa potpuno automatskom CNC hidrauličnom presom, gustina proizvoda i mehanička svojstva se dodatno poboljšavaju nakon presovanja, a dimenzije zadovoljavaju zahteve crteža.
Obrada: završiti rupu, utor i druge detalje proizvoda.
Čišćenje: mrežasti pojas koristi ultrazvučnu mašinu za čišćenje za uklanjanje nečistoća i gvožđa.
Obrada parom: proizvod se obrađuje parom u električnoj peći, čime se poboljšavaju mehanička svojstva proizvoda, a površinski oksidacijski sloj pomaže u sprječavanju rđe.
Pakovanje: klip je pokriven potpuno automatskom numeričkom kontrolnom mašinom koja pokriva PTFE remen za podmazivanje.
Utisnuta čaura: utisnuta u DU čahuru.
Pregled izgleda, pakovanje.
specifikacija:
| Detalji o proizvodu | |
| ime proizvoda | Metalni sinterirani dio u prahu za amortizer |
| Materijal | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, balans, Cu 1,5-3,9%, C 0,3-0,6% |
| Gustina | 6,4-6,9 g/cm3 nakon oksidacije parom |
| Tvrdoća | 60-115 HRB, opterećenje 1 kN, prečnik kugle 1/16″ |
| Obrada površina | Oksidacija parom, 2 sata, Fe3O4: 0,004-0,005 mm, stepen oksidacije 2-4% |
| Nespecificirana tolerancija | ISO 2768 – m / H14, h14, +- IT14/2 |
| Izgled | Bez mrvljenja, pukotina, ljuštenja, šupljina, labavosti, metalnih rupa i drugih nedostataka |
| Tok procesa | Miješanje praha – Oblikovanje – Sinterovanje – Impregnacija uljem – Dimenzioniranje - Ultrazvučno čišćenje – Parna oksidacija – Impregnacija uljem – Završno inspekcija – (+ DP4 čaura / +PTFE traka) Pakovanje |
| Aplikacija | Za amortizere za automobile, motocikle i bicikle |
| Naše prednosti: | 1. Više od trenutnih 3000 kalupa, uštedite troškove kalupa 2. ISO/TS 16949:2009 sertifikat 3.Konkurentna cijena 4. Kapacitet strogo kontrole kvaliteta APQP, FEMA, MSA, PPAP, SPC |
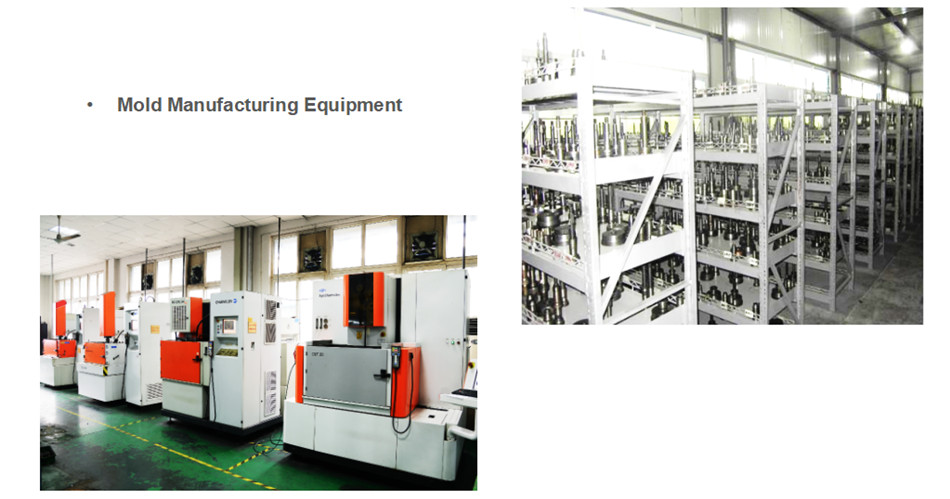
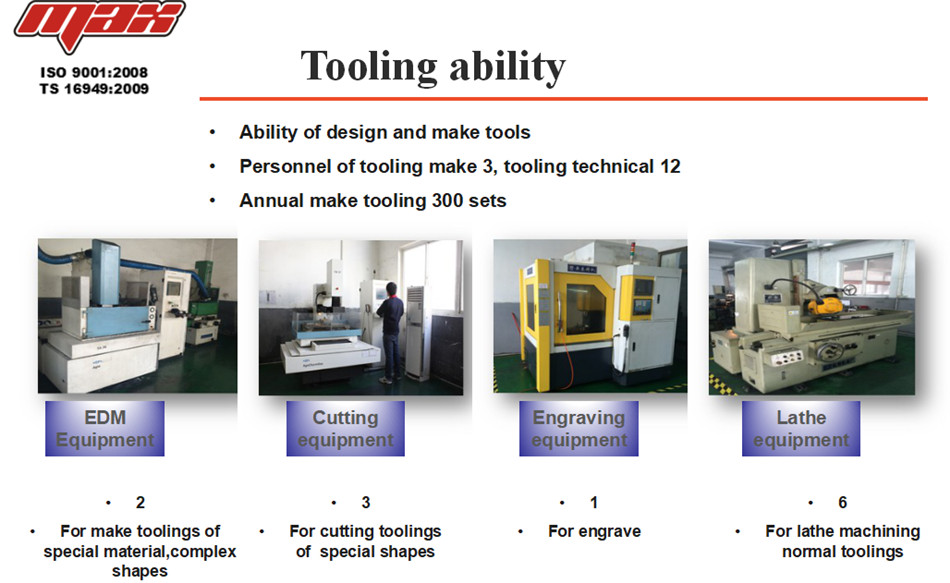
Proizvodni pogoni



Examination Facilities


Kategorije proizvoda
-
Prilagođene tanke ravne podloške od nehrđajućeg čelika
-

Toyota AE101,Corolla, VIOS,Podešavanje visine vožnje...
-

Bešavna cijev CDW/ERW/hladno valjana hromirana...
-

QPQ tretman nitradom protiv rđe čelični materijal ...
-

861412023A oem amortizer dobra cijena auto p...
-

Amortizeri prah Metalurgija dijelovi ( klip ,...





